Jul 18, 2026
Jul 18, 2026

Jul 17, 2026
Jul 14, 2026
May 25, 2026
Mike Dooley
Every converter knows the frustration: a clean cut on Monday, but by Wednesday afternoon, the edges are rough, fibers are frayed, and production is slow. You resharpen. The problem returns. After enough cycles, you replace the blade. Then start again.
The real issue often isn't the sharpening frequency—it’s the material. You may be using a blade that was never suited for your line in the first place.
Choosing the right knife material for a paper cutting line is a fundamental decision that directly shapes cut quality, equipment uptime, and your operating budget. This guide cuts through the marketing claims to help you understand what each blade material actually delivers—and which one fits your operation.
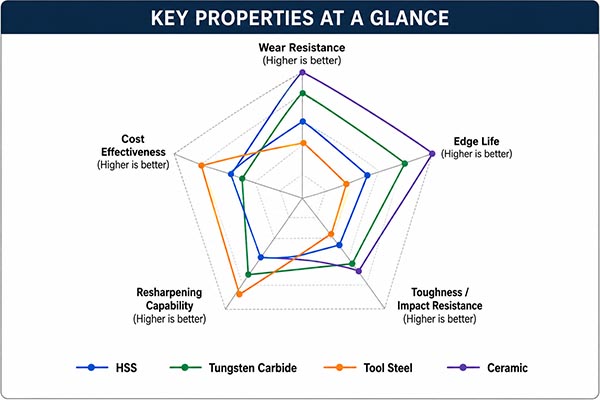
Before evaluating materials, it helps to understand the two forces every blade balances. Hardness measures how well a blade resists deformation and holds an edge—harder materials stay sharp longer but tend to be more brittle. Toughness measures how well a blade absorbs impact without chipping or fracturing. The ideal blade finds the right balance between these two opposing properties for your specific paper type and machine speed.
High-speed steel remains the most widely used material in paper cutting applications for good reason. HSS blades achieve hardness ratings typically between HRC 60-65, striking a practical balance between edge retention and resistance to impact. They also maintain hardness at higher temperatures, a critical advantage for continuous high-speed operations where friction heat would soften lesser steels.
Strengths: Good toughness reduces chipping risk; cost-effective compared to premium materials; can be resharpened multiple times—often 5 to 10 cycles per blade before replacement.
Limitations: Shorter edge life than carbide or ceramic under abrasive conditions; wears faster on heavy or coarse paper stocks.
HSS is ideal for general-purpose cutting of standard papers and board grades, particularly in mid-speed environments where moderate volumes and predictable wear patterns make frequent resharpening part of the workflow.
When production runs involve abrasive materials—coated papers, recycled stocks with mineral content, or high-volume kraft—tungsten carbide becomes the practical choice. With hardness reaching HRC 85-90, carbide blades typically deliver 5 to 10 times the wear resistance of conventional steel. This translates directly to longer intervals between replacements and more consistent cut quality.
The trade-off comes in brittleness. Carbide is less forgiving of impact or lateral force. If your equipment has worn bearings, misaligned shafts, or vibration issues, a carbide blade may chip rather than wear gradually. That said, modern carbide formulations and bonding technologies have improved fracture resistance significantly in recent years.
Tungsten carbide suits heavy-duty applications, high-volume production, and abrasive substrates where minimizing downtime for blade changes outweighs the higher upfront cost.
Tool steel blades, including carbon steel and alloy variants like D2 or Cr12, occupy the value segment of the market. Their primary advantage is cost—both initial purchase and resharpening are relatively inexpensive. For operations running lower speeds or intermittent production cycles, tool steel delivers adequate performance without overspending on premium materials.
Low-carbon to medium-carbon steels: Softer, easier to sharpen, but wear quickly—every 8,000 to 10,000 cuts for carbon steel blades.
High-carbon tool steels: Better wear resistance than standard carbon steels, suitable for moderate-volume cutting of clean papers without heavy abrasives.
These materials are best reserved for applications where volume does not justify premium blade investment, or for backup lines where consistency demands are lower.
Ceramic blades represent the highest tier of edge technology in paper cutting. Hardness often exceeds 80 HRC, delivering exceptionally long edge life under ideal conditions. Ceramic's chemical inertness also eliminates corrosion concerns, making it suitable for specialty papers with reactive coatings.
However, ceramics are significantly more brittle than carbides. Machine vibration, improper handling, or contact with hard contaminants can cause edge chipping or catastrophic fracture. Ceramic blades also typically cannot be resharpened in conventional grinding setups.
Ceramic is appropriate for ultra-precision applications with well-maintained equipment, or where non-metallic blade properties are required. For most general paper converting, carbide remains the safer high-performance investment.
The table below summarizes real-world performance expectations for common blade materials across different paper categories, drawing from industry testing and field data:
| Paper Type | Recommended Material | Typical Hardness (HRC) | Expected Cuts/Sharpening Cycle | Notes |
|---|---|---|---|---|
| Standard office paper | HSS / Tool Steel | 58-62 | 8,000-15,000 | Cost-effective; regrinding practical |
| Kraft paper | Carbide | 85-90 | 30,000-50,000+ | Abrasive fibers wear steel quickly |
| Coated paper / Laminates | Carbide | 88-92 | 25,000-40,000 | Coatings accelerate dulling on steel |
| Corrugated / Cardboard | Carbide | 85-90 | 20,000-35,000 | High impact requires thicker blade cross-sections |
| Recycled paper | Carbide | 85-90 | 25,000-45,000 | Mineral contaminants extremely abrasive |
| Thermal / Specialty papers | HSS / Ceramic | 60-65 or 80+ | 10,000-20,000 (HSS) / Non-regrind | Application-specific; ceramic possible |
Data reflects typical performance in controlled conditions. Actual results vary with machine condition, speed, and maintenance practices.
A blade's material determines not only how long it cuts, but how it responds to resharpening. HSS and tool steel blades can typically be reground 5 to 10 times before reaching minimum thickness, making per-cut costs more predictable in high-volume operations. Carbide requires specialized diamond-wheel grinding equipment and more careful process control. Ceramics generally cannot be resharpened at all.
If your operation has in-house grinding capabilities, the lower initial cost of HSS may be justified despite more frequent blade changes. If you rely on external sharpening services or value minimal intervention, carbide's longer intervals between regrinds often prove more economical.
Start by answering three questions about your production environment:
What paper are you cutting? Clean, virgin paper is less demanding than recycled or coated stocks. Every step up in abrasiveness pushes the value equation toward carbide.
What is your production volume? Lower volumes or backup lines can effectively use tool steel. Higher volumes require materials with longer edge life to keep changeover downtime manageable.
What is your equipment condition? Worn bearings, misaligned shafts, or vibration will damage any blade, but carbide and ceramic are less tolerant of mechanical issues than tougher HSS.
Once you have defined your requirements, click here to view detailed technical specifications and compatible blade configurations.
(https://youtu.be/Y1cGwBKlZdg?si=gmcF5zZpJy8DmMnd)
No material selection can overcome poor operational practices. To maximize blade lifespan:
Inspect blades daily before production runs for visible wear or damage.
Follow manufacturer-recommended resharpening intervals rather than waiting until cut quality visibly degrades.
Use appropriate grinding wheels—CBN for HSS and tool steel, diamond for carbide.
Maintain proper web tension through the cutting zone. Inconsistent tension causes wandering cuts and accelerated edge wear.
Keep blade holders aligned and bearings within tolerance. Even minor misalignment creates uneven wear patterns.
The right blade material transforms a paper cutting line from a source of recurring frustration into a stable, predictable production asset. High-speed steel delivers reliable performance for general-purpose applications with manageable volumes. Tungsten carbide addresses the demands of abrasive papers, high speeds, and long production runs where minimizing downtime justifies its higher initial cost. Tool steel remains a viable low-cost option for intermittent use or slower lines. Ceramic serves niche precision applications with well-maintained equipment.
Assess your paper types, volume requirements, and equipment condition honestly. Match those parameters to the material that aligns with your cost structure. And explore the full range of blade configurations engineered for your specific application here.
GET A QUOTE



