Jul 18, 2026
Jul 18, 2026

Jul 17, 2026
Jul 14, 2026
Apr 30, 2026
Mike Dooley
A packaging plant manager called us last month. Six months earlier, he'd signed for a new slitting line – mid-range price, decent brand, looked fine on the spec sheet. Now he was running 14% waste, changeovers took 50 minutes, and the local tech couldn't figure out why.
"We saved $40k on the purchase," he said. "We've lost triple that in downtime already."
His story isn't rare. After reviewing purchase decisions across 60+ converting plants, we found five recurring pitfalls. None of them show up in a glossy brochure. All of them affect your daily P&L.
Here's what most buyers miss – and how to catch it before you sign.
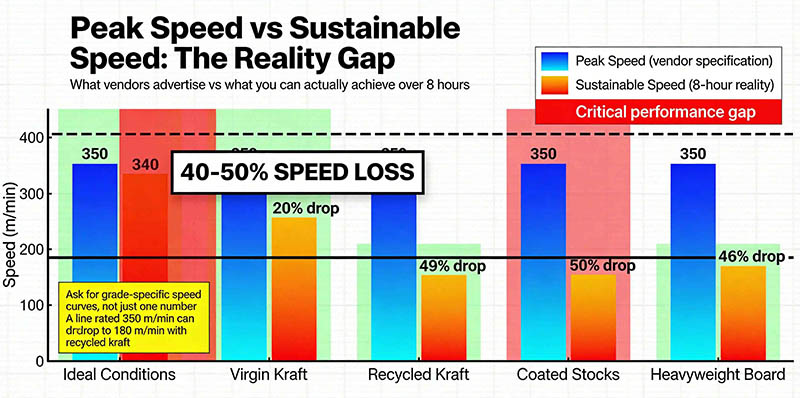
Every vendor advertises a peak speed: 300 m/min, 400 m/min, sometimes higher. What they don't tell you: that speed requires perfect conditions – new knives, ideal paper grade, no splices, and an operator who's had three cups of coffee.
The real question: What speed can the line sustain for 8 hours with your actual paper stock?
Why it matters: A line rated for 350 m/min might drop to 180 m/min when running recycled kraft or coated stocks. The difference between "peak" and "sustainable" is often 40–50%.
How to avoid this pitfall:
Ask for speed curves by paper grade (not just one number)
Request a trial with your actual material – or visit a reference site running similar stocks
Compare guaranteed average speed over a full shift, not peak
A supplier unwilling to provide grade-specific speed data is hiding something.
Here's a statement that should worry you: "Tension control? It has a brake on the unwind – that's standard."
No. A simple brake is not tension control. It's a tension application. True control requires feedback and automatic adjustment as the roll diameter shrinks.
The technical threshold: ISO 12625‑7 specifies that tension variation should stay within ±5% of the setpoint for quality cuts. Basic pneumatic brakes without dancer rollers or load cells regularly drift to ±15–20%.
What happens at ±15% variation:
Web flutters before the slitter → crooked cuts
Stretch marks on thin papers (<80 gsm)
Registration errors at the cutting cylinder
Ask your vendor these exact questions:
"Is tension closed-loop or open-loop?"
"What sensor type – load cell or dancer?"
"What's the guaranteed tension accuracy at 200 m/min?"
If they can't answer all three clearly, keep shopping.
For a detailed breakdown of closed-loop vs open-loop tension systems – and why the difference alone can save 4–7% waste – Request HPM’s Tension Control Specification Guide.
You'll change roll widths. You'll change cut lengths. The question is: how painful will each change be?
Many mid-range lines use what we call "two-wrench architecture" – unbolt, slide, measure, re-bolt, test, repeat. Forty-five minutes later, you're running again. Do that four times per shift, and you've lost three hours of productive time.
What to look for instead:
| Feature | Manual (Painful) | Assisted (Better) | Full Auto (Best) |
|---|---|---|---|
| Knife positioning | Wrench + tape measure | Digital position indicator | Servo with recipe recall |
| Setup time (avg) | 35–50 min | 12–18 min | 4–8 min |
| Operator skill required | High | Medium | Low |
| Incremental cost | Base | +$15–25k | +$40–70k |
The smart buyer's move: Even if you can't afford full automation today, ensure the line is upgradeable – pre-drilled for servo motors, compatible with digital encoders. Retrofitting later costs double what factory integration does.
Ask: "Can I add servo positioning to the slitter section within 12 months without replacing the control cabinet?" If the answer is "no" or "we're not sure," the line has a hard ceiling on future productivity.
The layboy (delivery system) is where good lines go to die. You can have perfect tension, perfect slitting, perfect cutting – but if the layboy jams, creases, or misaligns sheets, everything before it was wasted.
The most common hidden flaw: Static electricity management. As sheets slide into the stack, static builds up. Without active neutralization, sheets repel, flip, or stick to each other. The operator then manually adjusts every third stack – adding 8–12 seconds per lift. Over a shift, that's an hour of lost production.
How to test before buying:
Run coated paper or plastic-coated board during the demonstration (not just virgin kraft)
Watch the layboy for 15 minutes continuously at the target speed
Check stack edge alignment on the 50th sheet, not the 5th
Red flags:
No antistatic bars or ionizing blowers visible
Operator periodically "taps" the stack with a plastic mallet (that's a manual fix for poor design)
Stack quality degrades noticeably after 10 minutes of running
If your product mix includes any coated or synthetic papers, static control isn't optional – it's the difference between automated stacking and manual babysitting.
For plants running diverse substrates, explore HPM's layboy configurations with integrated static neutralization – the difference in stack quality is visible from across the floor.
This one never appears on a spec sheet. But ask any night shift supervisor about their least favorite line, and they'll describe the same thing: a component that fails often and takes two hours to reach.
Common hidden maintenance traps:
Bottom slitter blades require partial disassembly of the frame to access
Bearings pressed onto shafts (vs. slip-fit with locknuts)
Control cabinet positioned against a wall with no rear access
A sensor that requires removing three guards and a drip tray to clean
What to check before buying:
| Component | Ask this question |
|---|---|
| Slitter section | "Can I change bottom blades in under 15 minutes with basic tools?" |
| Nip rollers | "Are bearings slip-fit or press-fit?" |
| Electrical cabinet | "Is there rear access, or must I disconnect everything to repair?" |
| All wear parts | "What's the average time to replace a failed sensor?" |
A real-world example: One converter chose Line A over Line B because Line A had a "tool-less" blade change. That single feature saved them 28 maintenance hours per year. At 95/hourburdenedlabor,that′s95/hourburdenedlabor,that′s2,660 annually – plus reduced downtime.
The negotiating tactic: Ask the vendor to demonstrate a complete blade change during your factory visit. Time it. If they hesitate or say "we'll have our technician do it," that's your answer.
Add up the five pitfalls above, and you're looking at a potential gap of 10–18% in effective capacity between two lines with identical spec sheets.
The one question that reveals everything:
"Can I speak with three customers who bought this exact configuration 12–18 months ago?"
A good vendor will say yes immediately and provide references. A vendor with problems will say "we'll check" – then never call back.
For a complete purchasing checklist covering all five pitfalls – including specific questions to ask each vendor and a scorecard template – Request HPM's slitting line buyer's toolkit.

Buying a paper cutting line is not about finding the highest speed or the lowest price. It's about avoiding the five pitfalls that turn a "good deal" into a daily frustration: overstated speed, weak tension control, painful changeovers, neglected layboy design, and hidden maintenance traps.
Each pitfall is avoidable – but only if you know what to ask before the PO is signed.
Ask the hard questions. Visit a reference site. Time to change the blade yourself. Your future self (and your night shift supervisor) will thank you.
If you're currently evaluating quotes and want a second pair of eyes on the technical specifications, contact HPM's converting team for a no-obligation spec review – we'll highlight exactly where each vendor's proposal might hide these pitfalls.
References:
ISO 12625-7 (Tissue paper and tissue products — Part 7: Determination of tensile properties — Wet tensile strength); Internal analysis of over 60 purchasing decisions across various processing plants (2022–2024; anonymized data available upon request); On-site maintenance logs from 18 facilities (analysis of average repair times).
Images used in this article are for illustrative purposes only.
GET A QUOTE



